Az acél a legfontosabb műszaki anyag. Az acél edzése nagyon fontos.
Előadás videók
![]() Acél kontra acél
Acél kontra acél
(szerkesztetlen felvételek)
![]() Acél: Acél: 1. rész ,
Acél: Acél: 1. rész , ![]() Steel: Acél: 2. rész ,
Steel: Acél: 2. rész , ![]() Steel: 3. rész
Steel: 3. rész
![]() Tulajdonságok és szemcseszerkezet: BBC 1973 (Régi, de nagyon jó)
Tulajdonságok és szemcseszerkezet: BBC 1973 (Régi, de nagyon jó)
A vas bőségesen megtalálható a világegyetemben, a Napban és sokféle csillagban jelentős mennyiségben. Úgy gondolják, hogy a Föld magja nikkelből és vasból áll, és forróbb, mint a Nap felszíne. Ez a belső magból származó intenzív hő a külső magban és a köpenyben lévő anyagot mozgásba hozza (konvekciós áramlatok).
(Megjegyzés: Vicces, hogy nem igazán tudjuk, nem? – Tudjuk, hogy egyre forróbb lesz, ahogy mélyebbre ásunk, de csak találgatni tudjuk, milyen forró a Föld középpontjában. A tudósok számításai még 12 km mélyen a föld alatt is több mint 100%-kal tévedtek – forróbb volt a vártnál. Amikor ilyen mélységbe próbálunk fúrni, a kőzet annyira felforrósodik, hogy plasztikussá válik, visszaszorul a lyukba, és elakasztja a fúrót. Patkányok. Ennyit a föld középpontjáig való ásásról).
Szénacél
Az acél vas (Fe) és szén (C) ötvözete, 0,2-2,04 tömegszázalék szénnel. A szén a vas legköltséghatékonyabb ötvözőanyaga, de különböző más ötvözőelemeket is használnak, például mangánt, krómot, vanádiumot és volfrámot.
| Carbon Steel | ANSI def’n | General Def’n | Alkalmazások és tulajdonságok |
| Low carbon steel | 0.05-0,15% | <0,1% | Lágy, képlékeny. Könnyen alakítható. |
| Mild acél | 0,16-0,29% | 0,1-0,25% | Kicsi a szakítószilárdsága, de olcsó és alakítható; a felületi keménység karburálással növelhető. |
| közepes szénacél | 0,30-0,59% | 0,25-0,45% | Kiegyensúlyozott képlékenység és szilárdság és jó kopásállóság; nagyméretű alkatrészekhez, kovácsoláshoz és autóipari alkatrészekhez használják. |
| magas szénacél | 0.6-0,99% | 0,45-1,0% | Nagyon erős, rugókhoz és nagy szilárdságú huzalokhoz használják. |
| Ultranagy szénacél | 1,0-2,0% | 1,0-1,50% (>1,5% ritka) |
Nagyon kemény – kések, lyukasztók. Általában minden 1,2% feletti anyaghoz más ötvözetekre van szükség a túlzott ridegség elkerülése érdekében. Nagyon magas széntartalmat porkohászati eljárással lehet elérni. |
| öntöttvas | – | 2,5-4,0% | Kisebb olvadáspont, könnyű öntés, kisebb szívósság és szilárdság, mint az acél. |
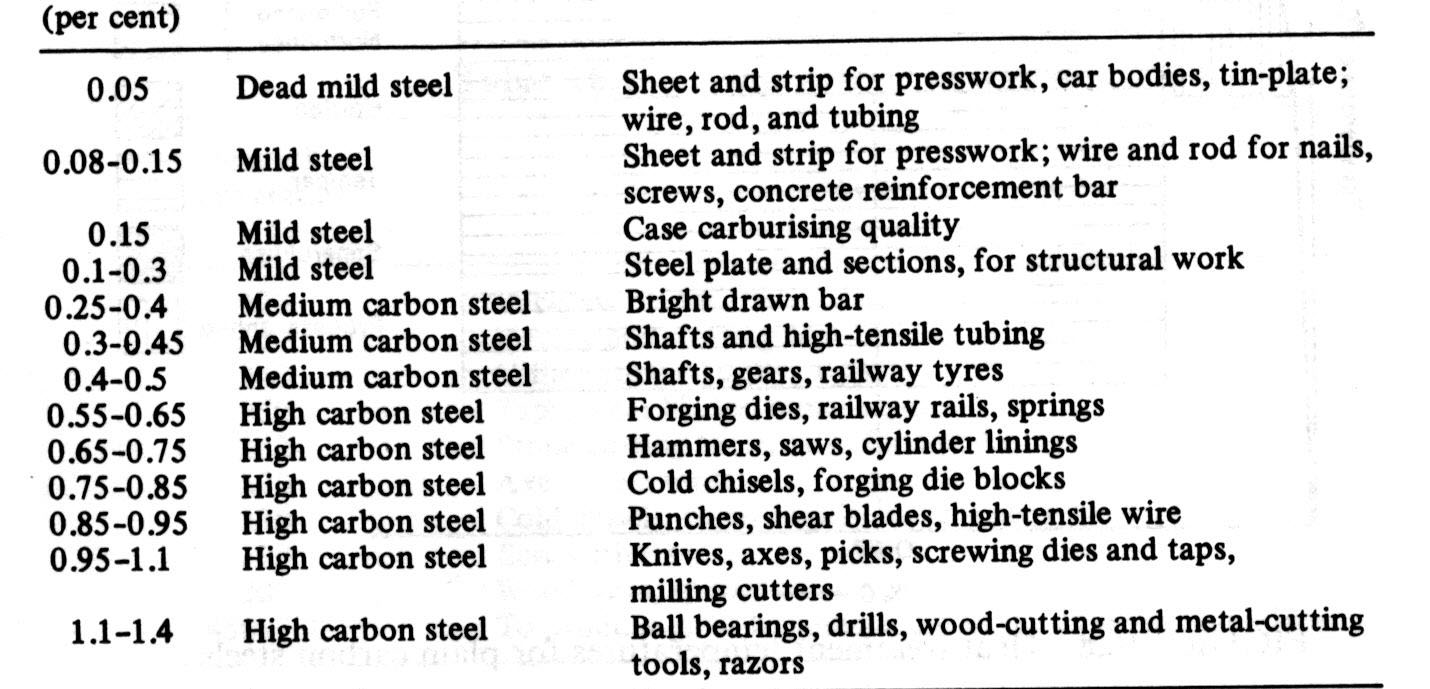
Szénszázalékok különböző acélalkalmazásokban;
Az ötvözőelemek mennyiségének és az acélba való beépülésük módjának (oldott elemek, kicsapott fázis) változtatása olyan tulajdonságokat befolyásol, mint a kapott acél keménysége, alakíthatósága és szakítószilárdsága. A széntartalom növelésével az acél keményebb és erősebb lesz, mint a vas, de egyben ridegebb is. A szén maximális oldhatósága a vasban (az ausztenit tartományban) 2,14 tömegszázalék, ami 1149 °C-on fordul elő; nagyobb szénkoncentráció vagy alacsonyabb hőmérséklet esetén cementit keletkezik (nagyon rideg). Ha több szenet adunk hozzá, öntöttvasat kapunk, amelynek alacsonyabb az olvadáspontja, és könnyebb önteni.
A kovácsoltvas, amely csak nagyon kis mennyiségben tartalmaz más elemeket, de 1-3 tömegszázalék salakot tartalmaz egy irányban megnyúlt részecskék formájában, ami a vasnak jellegzetes szemcsézettséget ad. Rozsdaállóbb, mint az acél és könnyebben hegeszthető. Manapság szokás úgy beszélni a “vas- és acéliparról”, mintha az egy egység lenne, de történelmileg ezek különálló termékek voltak.
Az acélt már évezredek óta gyártják, de azután vált általánossá, hogy a 17. században hatékonyabb gyártási módszereket dolgoztak ki. A Bessemer-eljárás az 1800-as évek közepén viszonylag olcsóvá tette az acélt a tömegtermékek előállításához. Az eljárás további finomításai, mint például az oxigénalapú acélgyártás, tovább csökkentették a gyártási költségeket, miközben növelték a fém minőségét. Ma az acél az egyik legelterjedtebb anyag a világon, és az épületek, szerszámok, autók és készülékek fontos alkotóeleme.

Kérjen pdf: XLER_International_Compare.pdf
VIDEÓ: Tulajdonságok és szemcseszerkezet. BBC 1973
Ne nevessünk a dátumon – ez a videó felülmúlja az összes olyan szánalmas modern videót, amelyek egy csicsás bevezetőt adnak, de semmi mást, mint egy beszélő fejet. Soha nem merészkednek ki a stúdióból. Ez a régi videó mesés az acél szemcseszerkezetének világos bemutatásához.
1. rész: Mi az a szemcse? (Video 11MB)
- A horganyzott tárgyakon látható foltok a cink kristályai vagy szemcséi.
- Minden fém szemcsékből áll, de ezek általában láthatatlanok (túl kicsik ahhoz, hogy lássuk őket, vagy azonos fényűek/színűek).
- Maratási folyamat:
- A tiszta fémben a szemcsék különböző színűek, mert visszaverik a fényt.
- Az apró kristályok kifelé nőnek, amíg össze nem találkoznak. Minden egyes teljesen kifejlett kristályt szemcsének nevezünk.
2. rész: Átkristályosítás (Videó 13MB)
- Hidegmegmunkálás előtt a szemcsék hasonló méretűek és alakúak
- A hidegmegmunkálás megnyújtja a szemcséket, növeli a keménységet és a szilárdságot, csökkenti a képlékenységet.
- 350C-on az Al-ban új szemcsék képződnek a régi szemcsék helyett. Ezt nevezik átkristályosodásnak
- Az átkristályosodás lágyítja, csökkenti a szilárdságot, növeli a képlékenységet
- A túlzott átkristályosodási hőmérséklet rossz mechanikai tulajdonságokat ad
3. rész: Az acél hőkezelése (videó 23MB)
- Az acélszemcsék túl kicsik ahhoz, hogy láthatóak legyenek – mikroszkópra van szükség kb. 250-szeres nagyításra.
- Ferrit: Világos színű. Vasból készült. Az acélhoz képest képlékeny
- Pearlit: sötétebb színű. Vas + vaskarbid rétegekből áll. Keménység és szilárdság az acélhoz képest
- 100% Pearlit kb. 0,8%C. Pearlit, átkristályosodási hőmérséklet 720C.
- Normalizálás – levegőn hűtve, csökkent szemcseméret és egyenletesebb alak, szívósság növekszik
- Árasztás – növeli a keménységet. Nincs elég idő a perlit kialakulásához, így tűszerű struktúra alakul ki – martenzit. Nagyon kemény és rideg.
- Edzés – (az árasztás után) visszaállítja a szívósságot. A martenzittűket apró szénpelyhekkel módosítja. Ez keménységet ÉS szívósságot ad.
- 0,1%C acél (Mild Steel). Átkristályosítás 900C. Nem elég szén a martenzit előállításához.
Vas-szén egyensúlyi diagram
Kiváló link (Cambridge University): http://www.msm.cam.ac.uk/phase-trans/2008/Steel_Microstructure/SM.html
Az egyensúlyi diagram egy grafikon, amely egy ötvözőelem tartományában előforduló különböző szerkezeti elrendeződéseket ábrázolja.
Ez a diagram azt mutatja, hogy a vas és a szén hogyan egyesül, HA lassan hűtjük (egyensúlyban). 2% alatt az acél, 2% felett az öntöttvas tartomány felé haladunk, ahol a szén hajlamos a koagulációra (összecsomósodásra). A cementit Fe3C 6,67%C és ez alapvetően egy kerámia. Az eutektoid (perlit) E-nél 0,83% C, kevesebb szén a hipoeutektoid acél (A), és nagyobb a hipereutektoid (B). Alfa vas (ferrit), gamma vas (ausztenit, ami csak magas hőmérsékleten létezik) és delta vas (egy másik magas hőmérsékletű szerkezet).
Két nagyon fontos fázisátalakulás megy végbe 0,83% C-on és 4,3% C-on. 0,83% C-on és 723ºC-on az átalakulás eutektoid, az úgynevezett perlit. Ez a 2 fázis rétegekben válik szét. Gammából (ausztenit) –> alfa + Fe3C (cementit)
4,3% C-on és 1130ºC-on az átalakulás eutektikus, amit ledeburitnak neveznek. L(folyékony) –> gamma (ausztenit) + Fe3C (cementit). Ez az öntöttvas.
BTW. Mivel a szén (12) sokkal könnyebb, mint a Fe (56), a tényleges atomi % szén (az atomokat számolva) valójában kb. 4,6-szor nagyobb, mint a tömegszázalékos %C. Szóval ez már nem is olyan elképesztő, ugye? Úgy értem, hogy például 0,5% szén teljesen át tudja alakítani a lágyvasat… ez valójában kb. 2%, ha az atomokat számoljuk – nem a tömeget.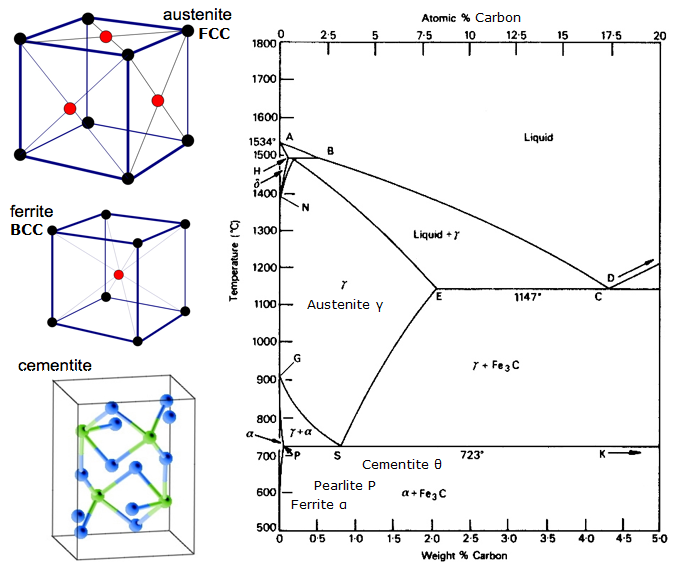
A Fe-C szerkezetek (szemcsék)
- Austenit (γ-vas). Csak 723C felett létezik, ekkor alakul ki az FCC γ-vas szerkezet. Akár 2,1 tömeg% C-ig is oldódhat. Nem mágneses, lágy (ezért van a forró megmunkálás). Az ausztenit szobahőmérsékleten is létezhet, ha néhány vasatomot kicserélünk valami másra – például nikkelre. Ilyen az ausztenites rozsdamentes acél – mint például a 316-os. És a magas hőmérsékletű ausztenithez hasonlóan ezek a rozsdamentes acélok nem mágnesesek. Néhány más rozsdamentes acélfajta mágneses.
- Cementit (vaskarbid Fe3C, 6,67 tömegszázalék C. Tizenkét vasatom és négy szénatom van egységcellánként, tehát 33% szénatom). Nagyon kemény és rideg, mert kerámia. Hallottál már a volfrámkarbidról? Nos, ez a vaskarbid.
- Ledeburit (A ferrit-cementit eutektikum, 4,3% szén.)
- Ferrit (α-vas, δ-vas; lágy). Szén nélkül, BCC. Puha és képlékeny.
- Pearlit (88% ferrit, 12% cementit, ami 0,83% C) Erősebb, mint a ferrit
- Martenzit. Akkor keletkezik, amikor a hűtés túl gyors a perlit kialakulásához, ezért cementit tüskéket zár be a szemcsékbe. Ez a kellő mennyiségű széntartalmú acél olvasztásos keményítésénél fordul elő. Nagyon kemény.
Mikroszkópos felvételek (mikroszkópos fotók).
(A) = 0,1%C ferrit/perlit, (B) = 0,25%C több perlit, (C) = 0,83%C csupa perlit, (D) = 1,4%C perlit/cementit
Nagyfelvétel a perlitről, amelyen a ferrit (fehér) és cementit (sötét) rétegek láthatók.
Tovább a perlitről: https://www.tf.uni-kiel.de/matwis/amat/iss/kap_7/backbone/r7_1_2.html
Nagy FC egyensúlyi diagram

Nagy nyomtatási változat 2000x2658px
Slip
Mikor egy fémdarab deformálódik, akkor a szemcsék deformálódnak. A szemcse egy kristály, az atomok rendezett elrendeződése egy rácshálóban. Ha az atomok szétfeszülnek, ez rugalmas deformáció, mert az atomokat az elektronvonzások tartják össze – ami rugóként hat. Az állandó (vagy plasztikus) deformáció azonban azt jelenti, hogy az atomok valójában rétegekben vagy síkokban csúsznak el egymás mellett.
A valódi kristályok nem csúsznak el egyszerre egy egész síkban. Ehhez nagyon nagy erőre lenne szükség. Ehelyett a kristály tökéletlenségei lehetővé teszik, hogy a csúszás atomonként haladjon. Minél szélesebb az érintett atomok köre, annál duktilisebb (könnyen csúszó) a szemcse. Íme egy példa a diszlokációnak nevezett tökéletlenségre, amely könnyen tud haladni a kristályon keresztül. 
Itt egy tényleges példa a csúszásra. (ezt nem csak kitaláltuk!)
Pásztázó elektronmikroszkópos felvétel egy kadmium egykristályról, amely 100 síkon diszlokációcsúszással deformálódik, lépcsőket
képezve a felületen.
A következő animáció egy atomrácsot mutat be (például egy fémben). Az atomok torzulásának csak 2 módja van – axiális (húzás és nyomódás) és nyírási (oldalirányú).
Az animáció csak a feszültség/alakváltozás görbének rugalmas részét mutatja, ahol nem történik atomcsúszás.
Az oldalon található tartalomhoz az Adobe Flash Player újabb verziója szükséges.

További információ itt: http://www3.nd.edu/~manufact/MPEM_pdf_files/Ch03.pdf
Amúgy mi az a BCC és FCC?
A BCC (Body Centred Cubic) és FCC (Face Centred Cubic) kristályszerkezetek a vasatomok két alternatív csomagolási módja.
- A BCC a szobahőmérsékletű, ferritnek nevezett elrendeződés
- Az FCC a magas hőmérsékletű (>723oC), ausztenitnek nevezett elrendeződés.
- Megszabadulni minden tökéletlenségtől (eléggé lehetetlen feladat, bár éppen ezért a nagyon finom szálak őrült szilárdságokat tudnak adni)
- Elhasználni az összes csúszást, hogy ne történhessen többé csúszás. Ezt nevezzük munkakeményítésnek.
- Elzárjuk a csúszást attól, hogy a szemcséken végig haladjon. A szén (és a nitrogén) olyan vegyületeket képez, amelyek keményítőszerként hatnak, és megakadályozzák, hogy a vas kristályrácsában lévő diszlokációk (ferrit) egymáson elcsússzanak. A martenzit ezt gyönyörűen végzi. Ez a hőkezeléses edzés.
- Szén: A széntartalom növelése kissé növeli a keménységet és jelentősen a kopásállóságot. A keménység & szilárdság drámai növekedése hőkezeléskor.
- Mangán: Kis mennyiségű mangán csökkenti a ridegséget és javítja a kovácsolhatóságot. A nagyobb mennyiségű mangán javítja az edzhetőséget, lehetővé teszi az olajos árnyékolást (kevésbé szigorú queching szükséges – ami csökkenti az árnyékolási deformációt).
- Szilícium: Javítja a szilárdságot, a szívósságot és az ütésállóságot.
- Volfram: Javítja a “forró keménységet” – nagy sebességű szerszámacélokban használatos. Nagyon sűrű (nehéz)
- Vanádium: Finomítja a karbidszerkezetet és javítja a kovácsolhatóságot, valamint javítja a keménységet és a kopásállóságot.
- Molibdén: Javítja a mélykeményedést, a szívósságot és nagyobb mennyiségben a “forró keménységet”. Nagy sebességű szerszámacélokban használják, mert olcsóbb, mint a volfrám.
- Króm: Javítja az edzhetőséget, a kopásállóságot és a szívósságot.
- Nikkel: Kisebb mértékben javítja a szívósságot és a kopásállóságot.
Töltse le az Inventor fájlokat: SC, BCC, FCC, Mindhárom (SC+BCC+FCC)
![]()
Az SC egyszerű kubikus és nem fordul elő vasatomokkal. Ez a só – NaCl – rácsa.
A legkisebb elrendezés (egység) az alábbiakban látható. Figyeljük meg, hogy a kocka rács (kék színű) hogyan tágul, ahogy a többi atom közéjük illeszkedik a BCC és FCC rácsokban.
![]()
Az alábbi ábrákkal kapcsolatban gyakran előfordul némi félreértés.

A probléma az, hogy a piros atomok szénnek, a fekete atomok pedig vasnak látszanak. Nem, nem, nem!
Minden atom vas! Csak kiszínezzük azokat a vasatomokat, amelyek nem a sarkokon vannak, hogy könnyen észrevehetőek legyenek.
A másik probléma ezekkel az ábrákkal az, hogy nem igazán látszik, hogy a sarokatomok távolsága NÖVEL, ahogy haladunk az SC-től a BCC-n át az FCC-ig.
SC (Simple Cubic) szerkezet. NEM VASSC (Simple Cubic) szerkezetnél (amit a vas nem csinál) az atomok közötti távolság D. (Ahol D az atomok átmérője) Az egység térfogata tehát D3, az atom térfogata pedig 4/3Πr3. A sűrűség tehát a szilárd atom 52%-a. Nem túl kompakt. |
 |
BCC (Body Centred Cubic) szerkezet. FERRITBCC (Body Centred Cubic) szerkezet esetén (amit a vas 723oC alatt tesz), a vasatomok közötti távolság 1,1547D. (Ahol D az atomok átmérője) Az egység térfogata tehát (1,1547D)3, és ebbe 2 atom fér bele, tehát az atomok térfogata 2×4/3Πr3. Tehát a sűrűség a szilárd atom 68%-a. Kompaktabb. Ezt a szerkezetet nevezzük ferritnek. A szén egyáltalán nem illik bele ebbe a szerkezetbe (Na jó, hazudok. Szánalmas 0,025% C-t tud oldani, ami gyakorlatilag nulla, vagy 0,035%-ot az átmeneti hőmérsékleten, ami még mindig semmi) |
 |
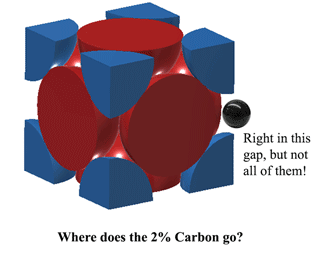
FCC (Face Centred Cubic) szerkezet. AUSTENITFCC (Face Centred Cubic) szerkezet esetén (amit a vas 723oC felett tesz), a vasatomok közötti távolság 1,4214D. (Ahol D az atomok átmérője) Az egység térfogata tehát (1,4214D)3, és ebbe 4 atom fér bele, tehát az atomok térfogata 4×4/3Πr3. Tehát a sűrűség a szilárd atom 74%-a. Ez a legtömörebb, így 6%-kal sűrűbb, mint a ferrit! Ezt a szerkezetet austenitnek nevezik, és képes 2% szenet oldani a szerkezetében. Ez 2% tömegarányos ne felejtsük el, és mivel a vas (56) 4,7-szerese a szén (12) tömegének, kb. 21% szénatomot képes feloldani (kb. 1 szén minden 5 vasatomra). |
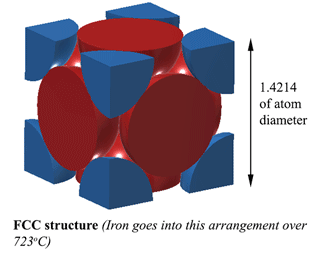 |
Hogyan fér el a szén az ausztenitben?A szén pont elfér azon a helyen, az egyes egységélek közepén. Ez azonban egy kis torzulást okoz, így nem fér el egy szénatom MINDEN élen. A legjobb esetben 1130oC-on az ausztenitben 3 egységenként alig több mint 2 szénatom fér el. (2C:12Fe vagy 1:6 atomonként). Ebből adódik a 2%-os tömegarány. Tovább itt (elég nehéz) https://hal.archives-ouvertes.fr/jpa-00246587/document |
 |
További információk a BCC-ről és az FCC-ről itt:
https://www.nde-ed.org/EducationResources/CommunityCollege/Materials/Structure/metallic_structures.htm
http://lessons.chemistnate.com/simple-cubic-fcc-and-bcc.html
https://chem.libretexts.org/Courses/University_of_Arkansas_Little_Rock/Chem_1403%3A_General_Chemistry_2/Text/…
Videó az egyszerű kubikus, a testközpontú kubikus és az arcközpontú kubikus kristályszerkezetekről. A vasatomok nem alkotnak egyszerű kubikus kristályt.
Simple Cubic, Body-Centred Cubic és Face Centred Cubic
Az acél keményítése
A keményítés lényege a csúszás megakadályozása.
Ez 3 módon történhet.
Az acél leoltása nem látható a Fe-C egyensúlyi diagramon, mert a leoltás nem egyensúlyban van! (azaz a hűtés túl gyors ahhoz, hogy a benne lévő széntartalmú ausztenit a bonyolult perlit szerkezetbe kerüljön.”

A https://www.tf.uni-kiel.de/matwis/amat/iss/kap_7/backbone/r7_1_2.html
A gyors hűtés (kioltás) egy másik szemcseszerkezetet hoz létre, amit martenzitnek neveznek. Ez a szemcse rendkívül kemény és erős, valamint rideg. A szemcsén áthatoló vaskarbid tüskék most már megakadályozzák a csúszást, így a képlékenység elvész.

Martenzit: Cambridge-i Egyetem
A ridegség csökkentésére az árasztás után az edzést használják az acél szívósságának növelésére. Ez módosítja a karbidok dendritjeit, hogy egy kis képlékenységet adjon nekik – anélkül, hogy túl sok szilárdságot és keménységet veszítenének.
Az edzésnek az átkristályosodás alatti hőmérsékleten kell történnie. Az edzéshez a legjobb a kemence, de az acél színének megítélése alapján lánggal is elvégezhető. A temperálás színei a hőmérséklet irányadójaként használhatók. Minél forróbb az edzés, annál lágyabb az acél.
Az olyan ötvözetek, mint a rozsdamentes acél, adott hőmérsékleten vékonyabb filmeket képeznek, mint a szénacélok, és ezért a színük alacsonyabb színű. Például a halvány szalma az SS esetében 300°C-nak felel meg, a CS esetében 230°C helyett. A vörösnél hidegebb színek (500°C alatt) valójában az oxidok elszíneződését jelentik, nem pedig magának a hőmérsékletnek a tényleges sugárzási izzását. (Ami infravörös lenne, és láthatatlan. Tehát minden izzik, csak nem látod a fényt!)
| Sugárzás színe | Celcius | Farenht | Temperálási alkalmazások / Egyéb |
| Sárga…Fehér | 1539°C | 2800°F | Legmagasabb olvadáspont (0%C tiszta vas) |
| Fényes sárga | 1130°C | 2066°C | Legalacsonyabb olvadáspont (4%C öntöttvas) |
| Sárga | 1093°C | 2000°C | A réz 1084°C-on olvad, Arany 1063°C |
| Sötétsárga | 1038°C | 1900°F | |
| Narancssárga | 982°C | 1800°F | |
| Narancs | 927°C | 1700°F | Réz olvad 930°C |
| Narancs vörös | 871°C | 1600°F | |
| Fényes vörös | 816°C | 1500°F | |
| Vörös | 760°C | 1400°F | Acél átkristályosodási hőmérséklete. 723°C |
| közepes vörös | 704°C | 1300°F | |
| tompa vörös | 649°C | 1200°F | Az alumínium megolvad 600-660°C |
| Fényvörös | 593°C | 1100°F | Konstrukciós acélok edzése. |
| Nagyon enyhe vörös, többnyire szürke | 538°C | 1000°F | Keményítés építőipari acélokhoz. |
| Sötétszürke | 427°C | 0800°F | Keményítés építőipari acélokhoz. Mágneses változás 410 |
| Oxidációs szín | Celcius | Szürke | Temperálás Alkalmazások |
| Kék | 302°C | 0575°F | Faforgácsolás, rugók |
| Sötétlila | 282°C | 0540°F | Hideg vésők, acélbeállítások |
| Bordó | 271°C | 0520°F | Sajtolószerszámok, tengelyek |
| Bordó/Bordó | 260°C | 0500°F | Vésők, Csészék, csavarók, csavarfúrók, furatok |
| Barna | 249°C | 0480°F | Csapok, Nyírópengék fémekhez |
| Sötét szalma | 241°C | 0465°F | Fúrómarók, fúrók |
| Sötét szalma | 229°C | 0445°F | Gyalu- és horonyfúrószerszámok |
| Sápadt szalma | 199°C | 0390°F |
Az oltás:
Az oltás sebessége: A magasabb széntartalmú acélokat lassabban is lehet oltani, de egy alacsonyabb C-értékű acélt gyorsan kell oltani ahhoz, hogy bármilyen keményítő hatása legyen.
Az oltási sebesség: (A LEGGYORSABB) Sós víz > víz > olaj > levegő > szigetelt. (LASSÚ)
Egy összetett és drága munka esetén jobb a lassan olvadó ötvözet, mert kevésbé érzékeny a hőmérséklet-változásra. Ezért van az, hogy a legtöbb szerszámacél, például a fröccsöntőszerszámokhoz használt szerszámacélokat Olajjal oltják. A vízzel történő kiolvasztás jó az egyszerűbb, könnyebben szabályozható formákhoz, de a vastagabb részeken repedéseket okozhat, mert a felület előbb zsugorodik, mint a belseje.
Indukciós edzés. Indukciós edzés, ahol az elektromos indukció (gyors mágneses változások) felmelegíti az acélt, amit gyorsan követ a vízsugárban történő oltás. Alternatív fűtési mód láng vagy kemence helyett.

Indukciós edzés. http://www.thermobondflame.com/Services.page?i=4
A felület keményítésének módja: CASE Hardening.
Hőkezelés = oltás > Martenzit (megállítja a csúszást).
Hőkezelés külső felületen > oltás. Helyi lánggal vagy indukciósan vízzel oltva (fogaskerekek).
A külső felületre behatoló szén > oltás. Szénezés (széntöltetben vagy széngázban vagy felmelegített oldatokban történő felmelegítés). A nitridálás nitrogént használ szén helyett, hogy hasonló hatást érjen el, és könnyebb elérni, hogy behatoljon a felületbe.

Az acélhenger lángkeményítése: http://www.thermobondflame.com/Services.page?i=2
Az ötvözött acélok
Az ötvözőelemek hatása a szerszámacél tulajdonságaira: (Nagyon durván)
Ezen elemek különböző kombinációkban történő beépítése szinergikusan hathat, növelve az önmagukban való alkalmazásuk hatásait. (Például cetain ötvözőelemek több szenet engedhetnek meg, ahol ennyi szén megmunkálhatatlan lenne egy sima szénacélban). Egy másik példa az az érdekes mód, ahogyan a rozsdamentes acél (vashoz hozzáadott króm és nikkel) meglehetősen korrózióálló.
Acélok azonosító kódjai
AISI-SAE kódrendszer (American Iraon and Steel Institute – Society of Automotive Engineers). Egy 4 számjegyű kód, az első 2 számjegy az általános acéltípust adja meg, az utolsó 2 számjegy pedig a % Carbon x 100. Például az 1010 a sima széntartalmú srteel 0,10% C-val, az 5120 a krómacél 0,20% C-val. További részletek itt

Amerikai acélkódok: Higgins-től: Materials for Engineers aand Technicians 5th Ed. 2010. p21
A BSA (British Standards Association) 6 számjegyű kódot használ. A számjegyek az alábbiak szerint 3 csoportra oszlanak. Például egy 070M20 kódú acél 070 = szén- vagy szén-mangán acél, M = mechanikai tulajdonságokra vonatkozó előírás, 20 = széntartalom 0,20%.

British Steel kódok: Higgins-től: Materials for Engineers aand Technicians 5th Ed. 2010. p20
A UNS-szám (az “Unified Numbering System for Metals and Alloys” rövidítése) egy szisztematikus rendszer, amelyben minden fémet egy betű, majd öt szám jelöl. Ez a kereskedelmi anyagok összetételen alapuló rendszere, és nem garantál semmilyen teljesítményspecifikációt vagy pontos összetételt szennyezőanyag-határértékekkel. Az UNS számozási rendszerbe más nómenklatúra-rendszerek is beépültek a zűrzavarok minimalizálása érdekében. Például az alumínium 6061 (AA6061) UNS A96061 lesz. Az alábbiakban az UNS-rendszer áttekintése következik, különös tekintettel a gyakori kereskedelmi ötvözetekre. Mint minden rendszerben, itt is vannak kétértelműségek, mint például a nikkelalapú szuperötvözet és a nagy nikkeltartalmú rozsdamentes acél közötti különbségtétel.
-Axxxxx – Alumíniumötvözetek
-Cxxxxx – Rézötvözetek, beleértve a sárgaréz és a bronz
-Fxxxxx – Vas, beleértve a dukciós vasakat és az öntött vasakat
-Gxxxxx – Szén- és ötvözött acélok
-Hxxxxx – Acélok – AISI H acélok
-Jxxxxx – Acélok – öntött
-Kxxxxx – Acélok, beleértve a martenzites acélokat, rozsdamentes acélokat, HSLA-t, vasbázisú szuperötvözeteket
-L5xxxxx – Ólomötvözetek, beleértve a Babbit ötvözeteket és a forraszötvözeteket
-M1xxxxxx – Magnézium ötvözetek
-Nxxxxx – Nikkel ötvözetek
-Rxxxxx – Tűzálló ötvözetek ◦R03xxx- Molibdén ötvözetek ◦R04xxx- Nióbium (kolumbium) ötvözetek ◦R05xxx- Tantál ötvözetek ◦R3xxxx- Kobalt ötvözetek ◦R5xxxx- Titán ötvözetek ◦R6xxxx- Cirkónium ötvözetek
-Sxxxxx – Rozsdamentes acélok, beleértve a kicsapásos edzéssel keményedő rozsdamentes acélokat és vasalapú szuperötvözeteket
-Txxxxx – Szerszámacélok
-Zxxxxx – Cinkötvözetek
Szerszámacélok
A szerszámacélokat az AS1239 ausztrál szabvány tartalmazza, és gyakorlatilag megegyezik az amerikai AISI szerszámacél osztályozásával. (Hasonlóan a 4659-es brit szabványhoz)
Pl: Az AS 1239 H13 minőségű, 0,35% szenet, 5,0% krómot, 1,5% molibdént és 1% vanádiumot tartalmazó melegmunkacél a DIN-ben (németül) X40CrMoV51-nek lenne írva. Nagy sebességű acélok, például: AS 1239 osztály M2 0,85% szenet, 4,0% krómot, 5,0% molibdént, 6,0% volfrámot és 2,0% vanádiumot tartalmaz, a DIN-ben S 6-5-2 néven írják.
Acélok kiválasztása
Nagy méret (400kB): steel_types_large.jpg
Nyomtatható méret (1.7MB): steel_types_fullsize.jpg
Common steel grades in Australia (Edcon)
Cast Iron
Ha túl sok szenet adnak az acélhoz, a szén nem tud oldódni az oldatban, és teljesen más szerkezetet hoz létre. A korábban látott Fe-C diagram alapján az öntöttvas 2% és 7% szén (tömegszázalékban) között alakul ki.
Az öntöttvasnak sok fajtája van, de a szürke öntöttvas a legismertebb, gyakran használják szerszámgépalapokhoz. Több okból is hasznos és népszerű.
Először is, az olvadási hőmérséklete alacsonyabb, ami megkönnyíti az öntést. Ennek oka, hogy az eutektikum 4,3% C-on van, így az olvadáspontja csak 1147oC. Ez az eutektikum egy új, ledeburit nevű szemcsét hoz létre, amely ausztenit és cementit keveréke. (Emlékeztek még a gyöngylitre? Az is eutektoid volt, és ferrit és cementit rétegekből állt). De mivel az eutektoid a folyadék-szilárd átmenet alacsony pontja, ez az olvadáspont.
Másrészt a szürkeöntvény nagyszerű gépalapokhoz. Normális esetben ennyi szén az extrém martenzit és cementit miatt a ridegség rémálma lenne. De kiderült, hogy megfelelő hűtéssel a felesleges szén grafitpelyheket képez. Ez teljesen más, mint ezek a Fe-C szemcsék, amikről eddig beszéltünk – mint a ferrit és a cementit és a gyöngylit és a ledeburit. Ehelyett a grafit olyan, mint egy zárvány a fémben, és ez adja a szürkeöntvénynek a gépalapokhoz megfelelő csillapítási tulajdonságokat. Ez azonban egy alacsony szakítószilárdságú anyag, ezért a GCI-t általában ott használják, ahol tömörítésben van. A GCI azonban hajlamos a túlzott hő hatására megkeményedni, ezért nem könnyű hegeszteni. Gyakrabban forrasztják, de még ez is egy kicsit kétes az acél kötéséhez képest.

Fotómikroszkópos felvétel a szürkeöntvényről, amelyen grafitpelyhek láthatók a ferritmátrixban. Forrás
| Név | Nominális összetétel | Form és állapot | Megadási szilárdság | Húzószilárdság | Hosszabbítás | Keménység | Alkalmazások |
|---|---|---|---|---|---|---|---|
| Szürke öntöttvas (ASTM A48) | C 3.4, Si 1,8, Mn 0.5 | öntvény | – | 50 | 0,5 | 260 | Motorhengerblokkok, lendkerekek, fogaskerekek, szerszámgépalapok |
| Fehér öntöttvas | C 3.4, Si 0,7, Mn 0,6 | öntvény (öntvényként) | – | 25 | 0 | 450 | Csapágyfelületek |
| Mérlegvas (ASTM A47) | C 2.5, Si 1,0, Mn 0,55 | öntvény (lágyított) | 33 | 52 | 12 | 130 | A tengelycsapágyak, lánckerekek, gépjárművek forgattyús tengelyei |
| Duktilis vagy gömbvas | C 3.4, P 0,1, Mn 0,4, Ni 1,0, Mg 0.06 | öntvény | 53 | 70 | 18 | 170 | fogaskerekek, vezérműtengelyek, forgattyús tengelyek |
| Ni-hard type 2 | C 2.7, Si 0.6, Mn 0.5, Ni 4.5, Cr 2.0 | Homoköntés | – | 55 | – | 550 | Nagyszilárdságú alkalmazások |
Glossza
- Alloy: Két vagy több elemből álló fémes anyag.
- Austenit: Arcközpontú köbös vas vagy ezen a szerkezeten alapuló vasötvözet.
- Bainit: Az ausztenit bomlásának végső átalakulásának terméke.
- Testközpontú: Olyan szerkezet, amelyben minden atomot nyolc szomszédos atom vesz körül, függetlenül attól, hogy az atom az egységcella egyik sarkában vagy közepén helyezkedik el.
- Cementit: A második fázis, amely akkor képződik, amikor a szén az oldhatósági határértéket meghaladja.
- Kritikus pont: Az a pont, ahol a folyadék és a gőz sűrűsége egyenlővé válik, és a kettő közötti határfelület eltűnik. E pont felett csak egy fázis létezhet.
- Delta vas: Az a testközpontú köbös fázis, amely akkor keletkezik, amikor az ausztenit már nem a vas legstabilabb formája. 2802 és 2552 F fok között létezik, BCC rácsszerkezetű és mágneses.
- Eutektikus: Eutektikus rendszer akkor jön létre, amikor egy folyékony fázis közvetlenül kétfázisú szilárd anyaggá alakul át.
- Eutektoid: Eutektoid rendszer akkor jön létre, amikor egy egyfázisú szilárd anyag közvetlenül kétfázisú szilárd anyaggá alakul át.
- Face-centrikus: Olyan szerkezet, amelyben minden egyes egységcella sarkában van egy atom, és minden arc közepén egy, de a kocka közepén nincs atom.
- Ferrit: Testközpontú köbös vas vagy ezen a szerkezeten alapuló vasötvözet.
- Finomperlit: Vékony lamellákból keletkezik, ha a hűtési sebességet felgyorsítják és a diffúzió rövidebb távolságokra korlátozódik.
- Hypereutektoid: Az eutektoid hőmérséklet alatt hipereutektoid rendszerek léteznek.
- Hypoeutektoid: Az eutektoid hőmérséklet felett hipoeutektoid rendszerek léteznek.
- Ledeburit: Az öntöttvas eutektikuma. Akkor létezik, ha a széntartalom nagyobb, mint 2 százalék. A vaszal együtt 4,3 százaléknyi szenet tartalmaz.
- Liquidus vonal: A bináris fázisdiagramon az a vonal vagy határvonal, amely elválasztja a folyékony és a folyékony + szilárd fázisú területeket. Egy ötvözet esetében a liquidus hőmérséklet az a hőmérséklet, amelyen az egyensúlyi hűtés feltételei mellett először alakul ki szilárd fázis.
- Martenzit: A vas instabil polimorf fázisa, amely az eutektoid alatti hőmérsékleten alakul ki, mivel az ausztenit arcközpontú köbös szerkezete instabillá válik. Spontán módon, nyíróhatás, nem pedig diffúzió révén alakul át testközpontú szerkezetűvé.
- Mikroszerkezet: Egy anyagban lévő fázisok szerkezete. Csak optikai vagy elektronmikroszkóppal látható.
- Perlit: Ferrit és karbid lamellás keveréke, amely eutektoid összetételű ausztenit bomlásával keletkezik.
- Fázis: Egy rendszer homogén része, amely egységes fizikai és kémiai jellemzőkkel rendelkezik.
- Fázisdiagram: A környezeti kényszerek, az összetétel és a fázisstabilitás régiói közötti kapcsolatok grafikus ábrázolása, általában egyensúlyi körülmények között.
- Polymorf: Egy szilárd anyag azon képessége, hogy egynél több formában vagy kristályszerkezetben létezik.
- Az olvadás: Gyorsan lehűteni – általában akkor, ha túl gyors a perlit kialakulásához, és helyette martenzit keletkezik
- Szoliduszvonal: Egy fázisdiagramon azoknak a pontoknak a helye, amelyeknél az egyensúlyi hűtéskor a megszilárdulás befejeződik, vagy amelyeknél az egyensúlyi melegítéskor az olvadás megkezdődik.
- Solubilitás: Az az anyagmennyiség, amely egy másik anyag adott mennyiségében feloldódik.
DVD-k:
feladat: